FAQ за фрезоване е една от най-търсените теми в CNC металообработката, защото правилният избор на инструмент, режими и стратегия на обработка оказват директно влияние върху качеството и производителността. Фрезоването е един от най-разпространените процеси в металообработката и съвременното машиностроене. Въпреки широкото приложение на CNC технологиите, изборът на правилна фреза, режими на работа и условия на обработка продължава да бъде критичен за качеството, производителността и живота на инструмента.
В тази статия сме събрали едни от най-често задаваните въпроси при фрезоване, заедно с технически коректни и практически насочени отговори.
Какво представлява фрезоването?
Фрезоването е процес на механична обработка, при който материалът се отнема чрез въртящ се многорежещ инструмент – фреза.
Процесът се използва за:
- обработка на равнини
- канали
- контури
- отвори
- сложни 3D геометрии
Фрезоването се прилага както при конвенционални машини, така и при CNC обработка.
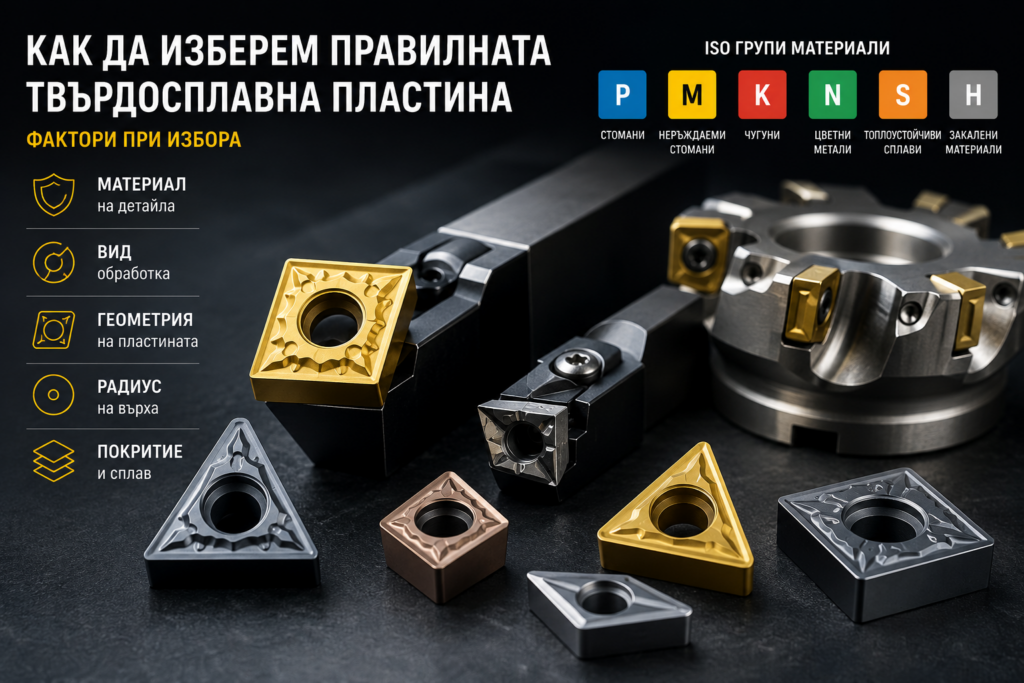
Как се избира правилната фреза?
Изборът на фреза зависи основно от:
- материала на детайла
- вида обработка
- стабилността на машината
- необходимото качество на повърхнината
- условията на рязане
Основните параметри при избора са:
- брой режещи ръбове
- геометрия
- покритие
- материал на инструмента
- дължина на инструмента
- тип обработка
Няма универсална фреза за всички приложения.
Каква е разликата между 2, 3 и 4 режещи ръба?
Броят на режещите ръбове влияе директно върху:
- отвеждането на стружката
- стабилността
- подаването
- качеството на повърхнината
2 режещи ръба
Използват се основно за:
- алуминий
- цветни метали
- по-голямо отвеждане на стружката
Предимството е по-голямото пространство между каналите.
3 режещи ръба
Често се използват като универсален вариант при:
- алуминий
- по-леки стомани
- общо CNC фрезоване
4 и повече режещи ръба
Подходящи са за:
- стомани
- неръждаеми материали
- finishing операции
Позволяват:
- по-високо подаване
- по-добра стабилност
- по-добра повърхнина
Какво е variable helix?
Variable helix означава променлив ъгъл на спиралата между отделните режещи ръбове.
Тази геометрия се използва за:
- намаляване на вибрациите
- по-стабилно рязане
- по-добро качество на повърхнината
Особено полезна е при:
- дълги инструменти
- трудни материали
- високи режими на работа
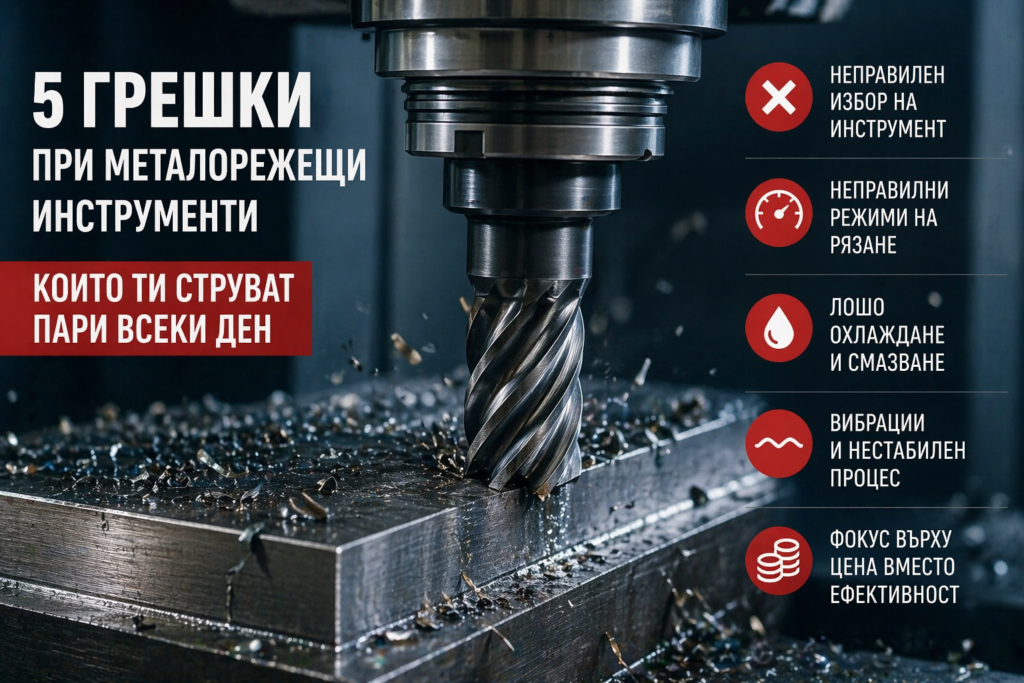
Какво причинява вибрации при фрезоване?
Вибрациите (chatter) са един от най-честите проблеми при CNC обработката.
Основни причини:
- прекалено голям излет на инструмента
- нестабилно закрепване
- неподходяща геометрия
- прекалено високо подаване
- недостатъчна твърдост на машината
- неправилни режими на работа
Вибрациите водят до:
- лоша повърхнина
- ускорено износване
- счупване на инструмента
Каква фреза се използва за алуминий?
При алуминий обикновено се използват:
- полирани фрези
- остри геометрии
- 2 или 3 режещи ръба
- висок положителен ъгъл
Често се използват:
- uncoated
- DLC покрития
Основният проблем при алуминия е залепването на материал върху режещия ръб.
Каква фреза се използва за неръждаема стомана?
Неръждаемите материали изискват:
- стабилна геометрия
- висока термоустойчивост
- добро охлаждане
Обикновено се използват:
- 4+ режещи ръба
- variable helix
- TiAlN или AlTiN покрития
Неръждаемата стомана има склонност към уякчаване и генерира висока температура при рязане.
Какво е roughing фреза?
Roughing фрезите са предназначени за груба обработка и високо отнемане на материал.
Те имат специална геометрия, която:
- намалява натоварването
- раздробява стружката
- позволява по-високо подаване
Използват се преди finishing обработка.
Какво е finishing фреза?
Finishing фрезите се използват за:
- висока точност
- ниска грапавост
- довършителна обработка
Обикновено имат:
- по-фина геометрия
- по-остър режещ ръб
- по-малки подавания
Какво е coating на фрезата?
Покритието представлява тънък слой върху инструмента, който подобрява:
- устойчивостта на износване
- термичната устойчивост
- живота на инструмента
Най-често използвани са:
- TiN
- TiAlN
- AlTiN
- DLC
Каква е разликата между PVD и CVD покритие?
PVD покрития
Характеризират се с:
- по-остър режещ ръб
- по-ниска дебелина
- добро поведение при finishing
Използват се често при:
- фрезоване
- неръждаеми материали
- сложни геометрии
CVD покрития
Характеризират се с:
- по-висока термоустойчивост
- по-дебел слой
- висока устойчивост при roughing
По-често се използват при пластини за струговане.
Какво причинява счупване на фрезата?
Основни причини:
- вибрации
- прекомерно подаване
- прекалено голямо натоварване
- лошо закрепване
- недостатъчно охлаждане
- неправилна стратегия на обработка
Често причината е комбинация от няколко фактора.
Какво е runout?
Runout е отклонение в концентричността на инструмента при въртене.
Дори малко биене може да доведе до:
- неравномерно натоварване
- вибрации
- лош живот на инструмента
- неточна обработка
Затова качеството на държача е критично.
Какво е climb milling?
При climb milling подаването е в посока на въртенето на инструмента.
Това е най-често използваният метод при CNC обработка, защото:
- намалява вибрациите
- подобрява повърхнината
- намалява натоварването
Какво е conventional milling?
При conventional milling подаването е противоположно на въртенето.
Използва се по-рядко, основно при:
- специфични приложения
- нестабилни повърхности
- определени машини
Как се подобрява животът на инструмента?
Животът на фрезата зависи от:
- правилната геометрия
- подходящото покритие
- стабилното закрепване
- охлаждането
- режимите на работа
Много често проблемът не е в инструмента, а в неправилните параметри на обработка.
Какво е важно при CNC фрезоването?
Най-важните фактори са:
- стабилност на системата
- правилен избор на инструмент
- подходяща стратегия
- коректни режими
- добро отвеждане на стружката
Съвременната металорежеща обработка изисква баланс между:
- производителност
- качество
- живот на инструмента
Conclusion
Фрезоването е сложен процес, при който изборът на инструмент, геометрия и режими на работа оказват директно влияние върху производителността и качеството на обработката.
Разбирането на основните принципи при CNC фрезоването позволява:
- по-стабилен процес
- по-дълъг живот на инструмента
- по-ниски производствени разходи
- по-добро качество на готовия детайл
Нужда от консултация?
Ако търсите подходящи фрези или инструменти за CNC обработка, можете да се свържете с нашия екип.
Ще ви помогнем с:
- избор на геометрия
- избор на покритие
- подбор според материала
- оптимални режими на работа
- решение според конкретното приложение
👉 Разгледайте нашите metal cutting tools или се свържете с нас за техническа консултация. Погледнете и сайта на една от фирмите, която внасяме металорежещи инструменти Karnasch